






Nasza dwuścienna maszyna do produkcji rur falistych może być używana do wielu celów.Może wytwarzać rury karbowane o pojedynczych ściankach, rury karbowane o podwójnych ściankach, perforowane rury karbowane o podwójnych ściankach, rury zaślepiające tunele zapobiegające krystalizacji wody, kanały świeżego powietrza do dekoracji wnętrz i rury bambusowe.Możemy zmienić formę.W porządku
Kanał świeżego powietrza, specjalna rura karbowana PE do wymiany powietrza, skrzynka nadmuchowa, wąż wentylacyjny, wspierająca rura wentylacyjna
Rura karbowana systemu świeżego powietrza Rura 75/110PE Podwójna ściana rura z tworzywa sztucznego Kanał świeżego powietrza Wąż wentylacyjny klimatyzacji
System świeżego powietrza rura karbowana dwuwarstwowa kanał świeżego powietrza rura PE 75, 110, 160

Rura PE 75 Wąż odprowadzający powietrze Rura PE System świeżego powietrza Wąż karbowany o podwójnych ściankach
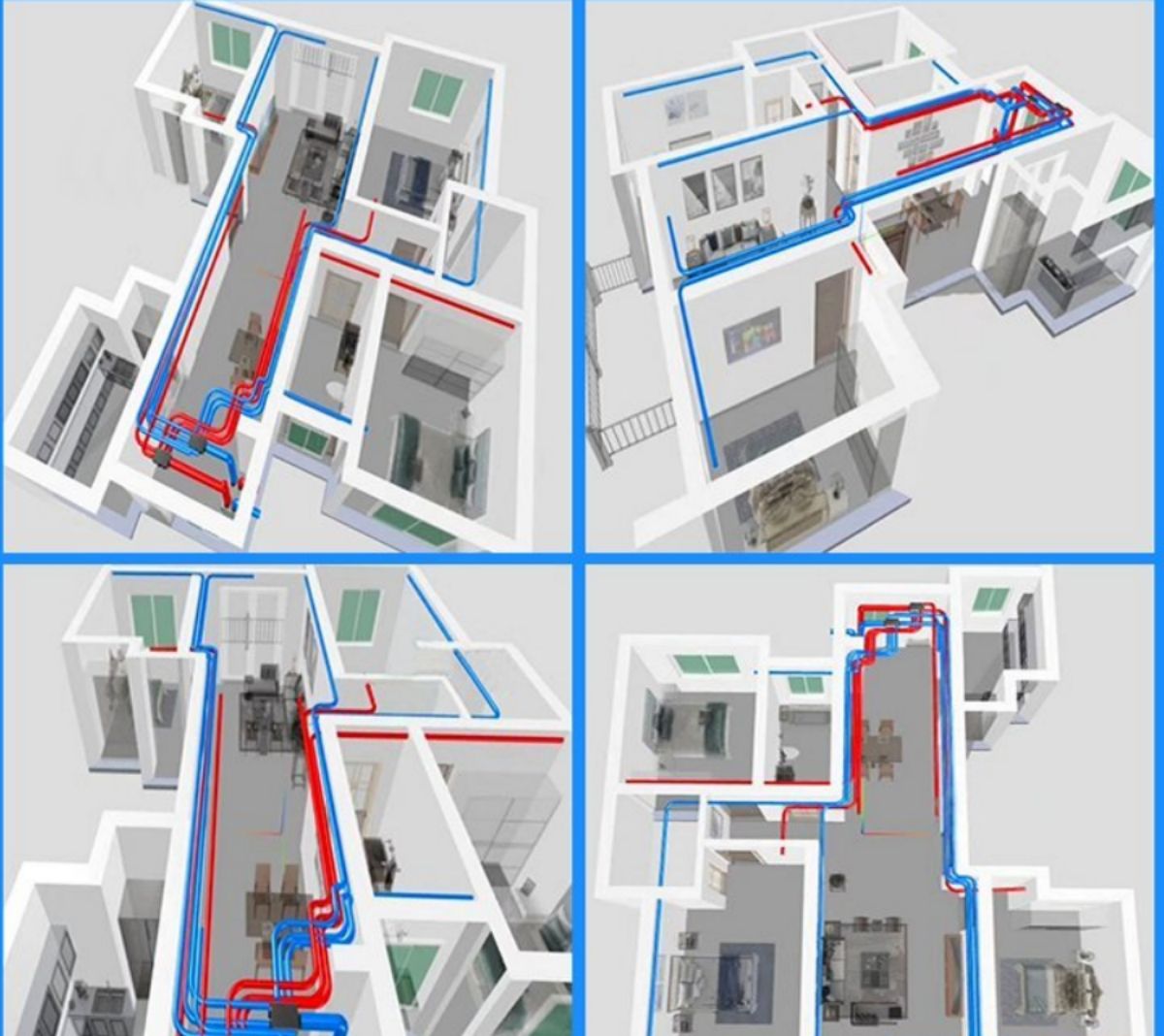
System świeżego powietrza polega na zastosowaniu specjalnego sprzętu znajdującego się po jednej stronie szczelnego pomieszczenia w celu wpuszczenia świeżego powietrza do pomieszczenia, a następnie wypuszczenia go na zewnątrz poprzez specjalne urządzenia znajdujące się po drugiej stronie.W pomieszczeniu zostanie utworzone „pole świeżego powietrza/przepływu”, aby zaspokoić zapotrzebowanie na świeże powietrze w pomieszczeniach.Plan wdrożenia zakłada wykorzystanie wentylatorów o wysokim ciśnieniu wiatru i dużym przepływie, wykorzystanie maszyn dostarczających powietrze z jednej strony do pomieszczenia oraz zastosowanie specjalnie zaprojektowanego wentylatora wyciągowego w celu odprowadzania go na zewnątrz z drugiej strony, aby wymusić utworzenie się pole świeżego powietrza/przepływu w systemie.Podczas nawiewu powietrze wpadające do pomieszczenia jest filtrowane, dotleniane i podgrzewane (w zimie).

Nowe wyposażenie kanałów powietrznych składa się z: wspornika ściany zewnętrznej + wspornika ściany wewnętrznej + głowicy maszyny + formy + maszyny do formowania + maszyny do nawijania
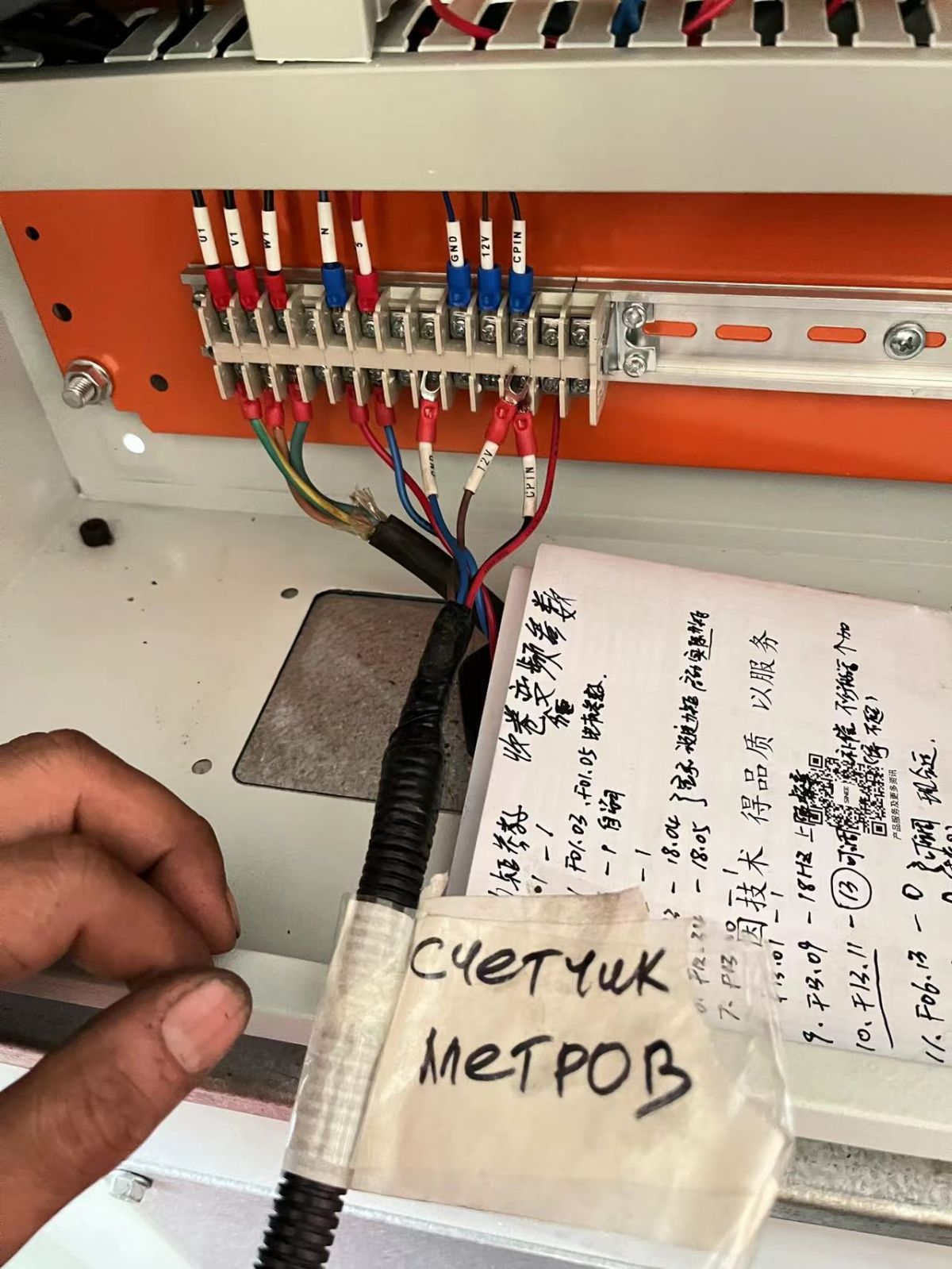
Zaleca się, aby klienci wykonali ogólne uziemienie i zbudowali 6-metrowy przewód miedziany w celu połączenia wszystkich maszyn i jednoczesnego ich uziemienia.Maszyna do formowania i maszyna do nawijania są zasilane napięciem 380 V.Całkowita moc zainstalowana wynosi 65 kilowatów, a rzeczywista produkcja wynosi 25 kilowatów (25 kilowatogodzin).
Zaleca się, aby odległość pomiędzy maszyną formującą a maszyną nawijającą wynosiła 6 metrów
Odległość od wspornika ściany zewnętrznej do maszyny formierskiej wynosi 825 mm, a odległość od wspornika ściany wewnętrznej do maszyny formierskiej wynosi 785 mm.
Kiedy wpadliśmy na pomysł rury falistej o pojedynczej ściance, po prostu wyłączyliśmy wytłaczarkę ze ścianką wewnętrzną.
Można również dodać podajnik drutu do drutu stalowego, aby wykonać rurę falistą do okablowania elektroenergetycznego.W formie należy wywiercić otwór na drut żelazny.Średnica drutu żelaznego nie powinna przekraczać 1,0 MM.Stosowany płaszcz wodny również należy zmienić na pusty, dwuwarstwowy.


Wytłaczarkę nagrzewa się do 200-220 stopni przez 1,5-2 godziny, w zależności od gatunku materiału.Cztery i pięć obszarów głowicy maszyny to obszary zapasowe.Gdy temperatura osiągnie odpowiednią temperaturę, po znalezieniu równowagi przez formę główną i maszynę formierską, poziom ramy obrabiarki wynosi Aby upewnić się, że jest dokładny, umieść poziomicę na formie, aby ją wypoziomować.Po wypoziomowaniu pamiętaj o dokręceniu 12 śrub po lewej i prawej stronie formy.Jeśli nie zostanie wypoziomowana, materiał nie będzie wypływał, a głowica maszyny będzie ocierała się o formę.Na maszynie formierskiej znajdują się śruby regulacyjne w górę, w dół, w lewo i w prawo.
Podczas poziomowania należy upewnić się, że najdokładniej będzie wypchnąć niewielką ilość materiału po podgrzaniu, a następnie znaleźć równowagę.
Wyreguluj ugięcie ścianki zewnętrznej, a następnie użyj koła dużych śrub na pasie grzejnym na głowicy maszyny.Która strona zewnętrznej ściany jest grubsza, która jest węższa, a która luźniejsza;wyreguluj ugięcie wewnętrznej ścianki i wtedy na matrycy są 4 małe śrubki, która strona Która strona jest cieńsza?Ściana wewnętrzna i ściana zewnętrzna są przeciwne.

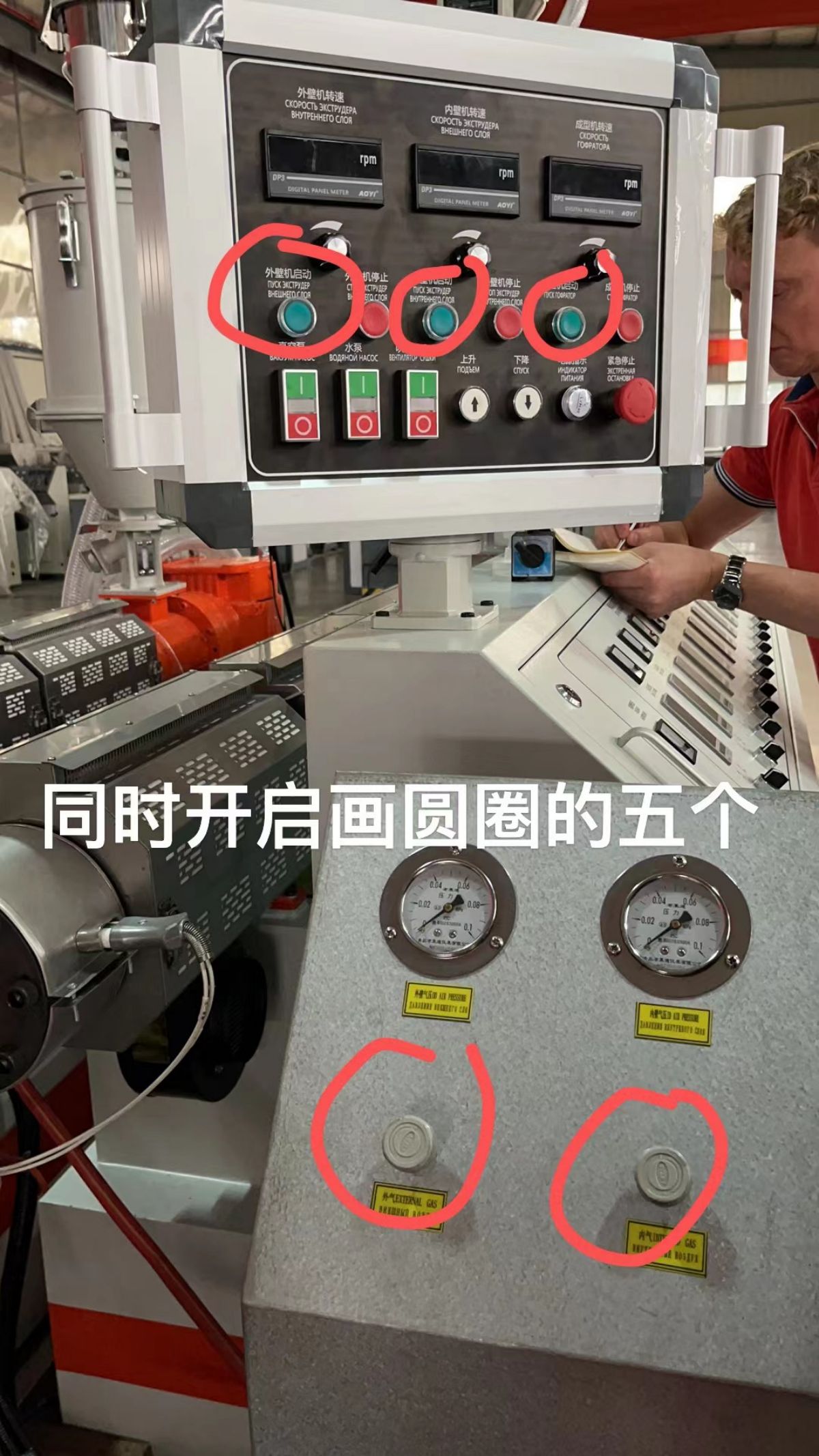
Uruchom trzy zielone przyciski (ściana zewnętrzna, ściana wewnętrzna i maszyna formierska na skrzynce wspornikowej).Prędkość maszyny ze ścianką zewnętrzną zaczyna się od 272 - normalna praca to 290 obr./min, prędkość maszyny ze ścianą wewnętrzną wynosi 265 - normalna praca to 214 obr./min, prędkość maszyny do formowania wynosi 614 obr./min, a prędkość maszyny do formowania jest zwiększana podczas późniejszej produkcji.704RPM, prąd hosta pokazuje 16A, co sprawia, że grubość ścianki jest cieńsza.Ściana wewnętrzna nie powinna być zbyt gruba podczas wykonywania nowego kanału powietrznego, w przeciwnym razie ściana wewnętrzna nie będzie miała dobrej krzywizny.

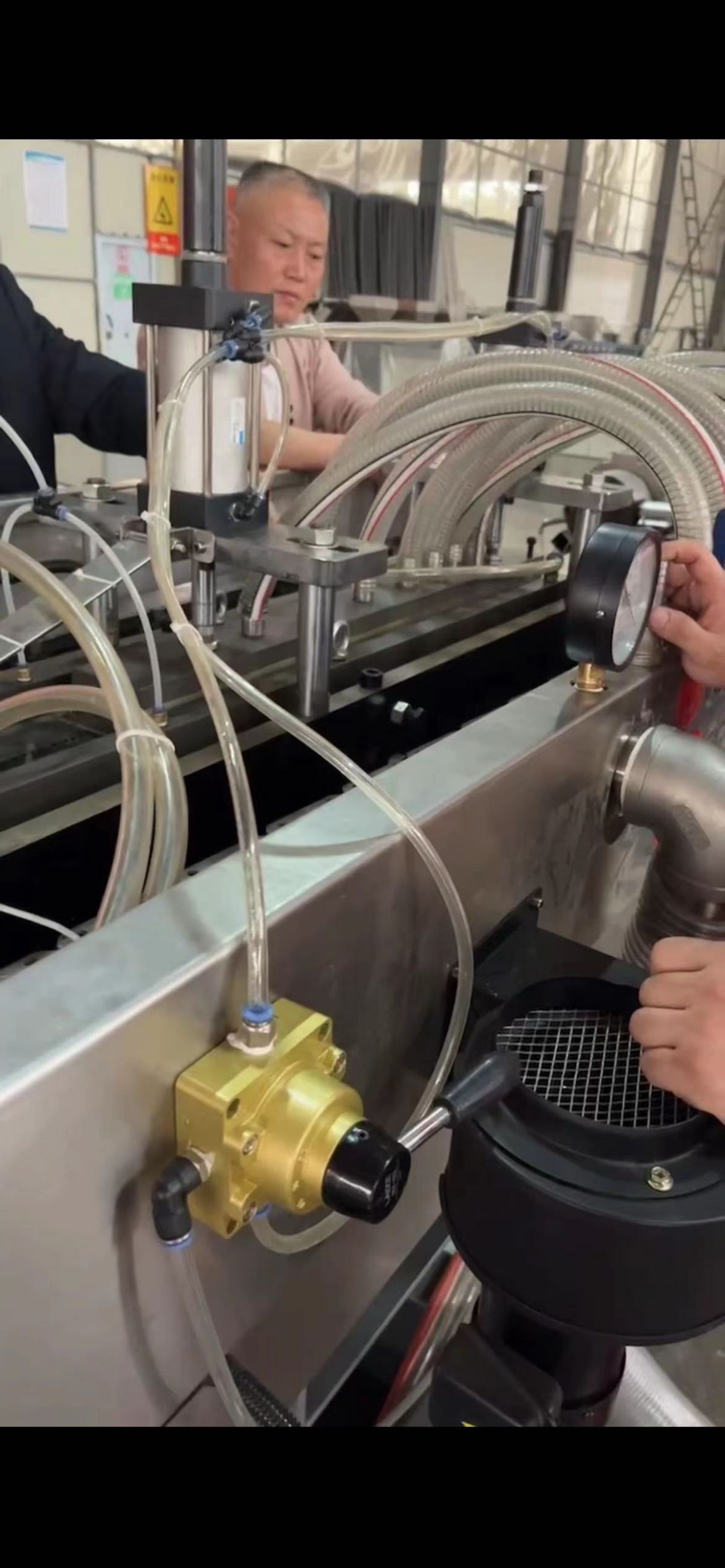
Przy jednoczesnym włączeniu ciśnienia powietrza na ścianach wewnętrznych i zewnętrznych zaleca się, aby ciśnienie wewnętrzne wynosiło od 0,02 do 0,04, a ciśnienie zewnętrzne było podobne.Znajdź punkt równowagi.Rura pompy powietrza musi być grubsza, aby zapewnić stabilne ciśnienie powietrza.Manometry wewnętrznego i zewnętrznego ciśnienia powietrza muszą być stabilne i nie mogą ulegać wahaniom., w przeciwnym razie wpłynie to na grzbiet fali.Gdy ściana zewnętrzna jest cienka, nie ma potrzeby stosowania systemu próżniowego.
Sprężarka powietrza o mocy 15 kW może zasilać 4 linie.Zaleca się stosowanie rury powietrznej o średnicy 40 MM, 0,5-0,6 MPA.Ciśnienie ściany wewnętrznej jest większe niż ciśnienie ściany zewnętrznej, a powietrze wewnętrzne jest większe niż powietrze zewnętrzne, ponieważ na ścianie wewnętrznej znajduje się kąt R.Sprawdź prąd roboczy podczas uruchamiania.Falownik jest włączony i wyświetlany jest prąd, 50% 7042 i 50% 5502, ściana wewnętrzna wynosi 5 kg, ściana zewnętrzna 12 kg, a ściana zewnętrzna jest 2 do 3 razy większa niż ściana wewnętrzna.
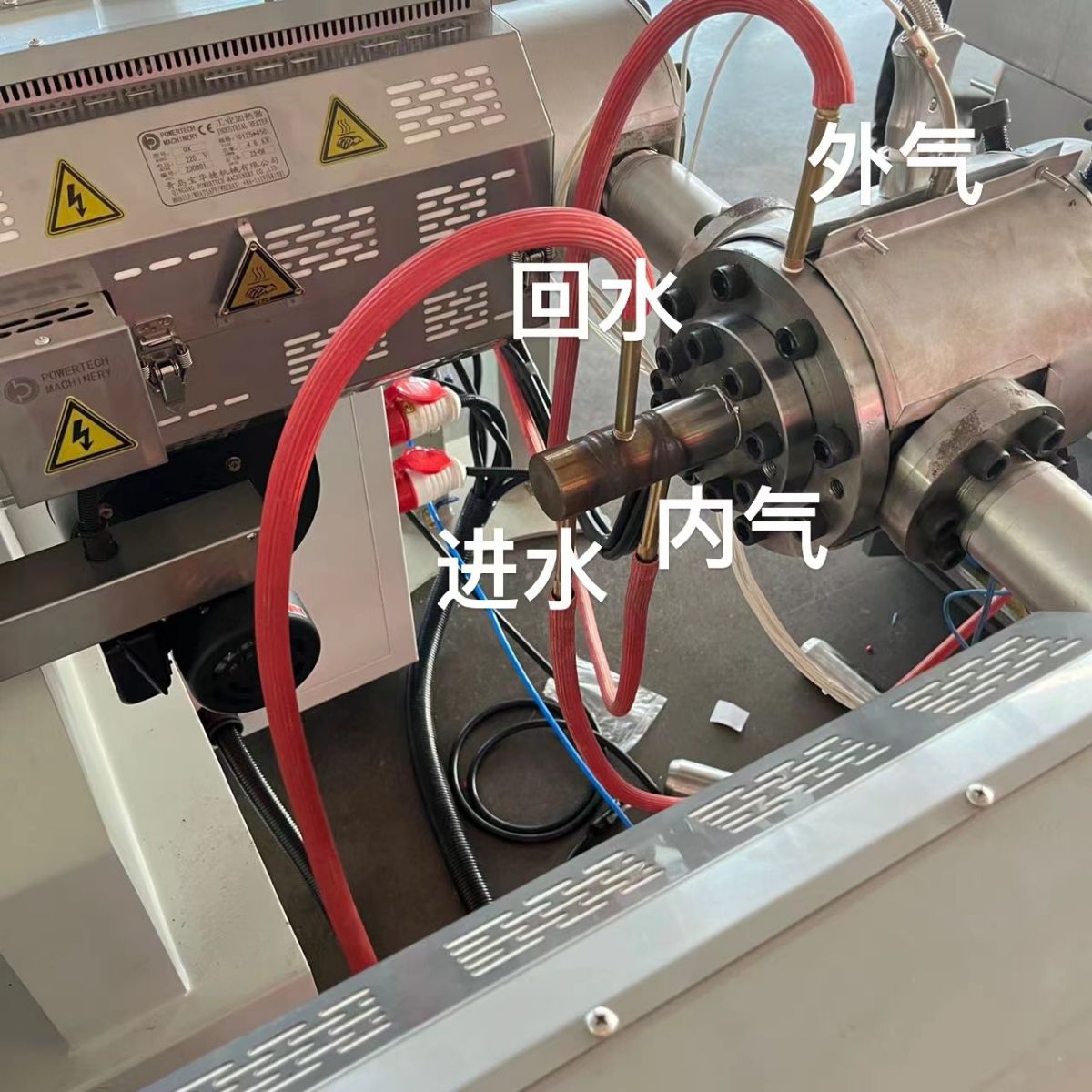
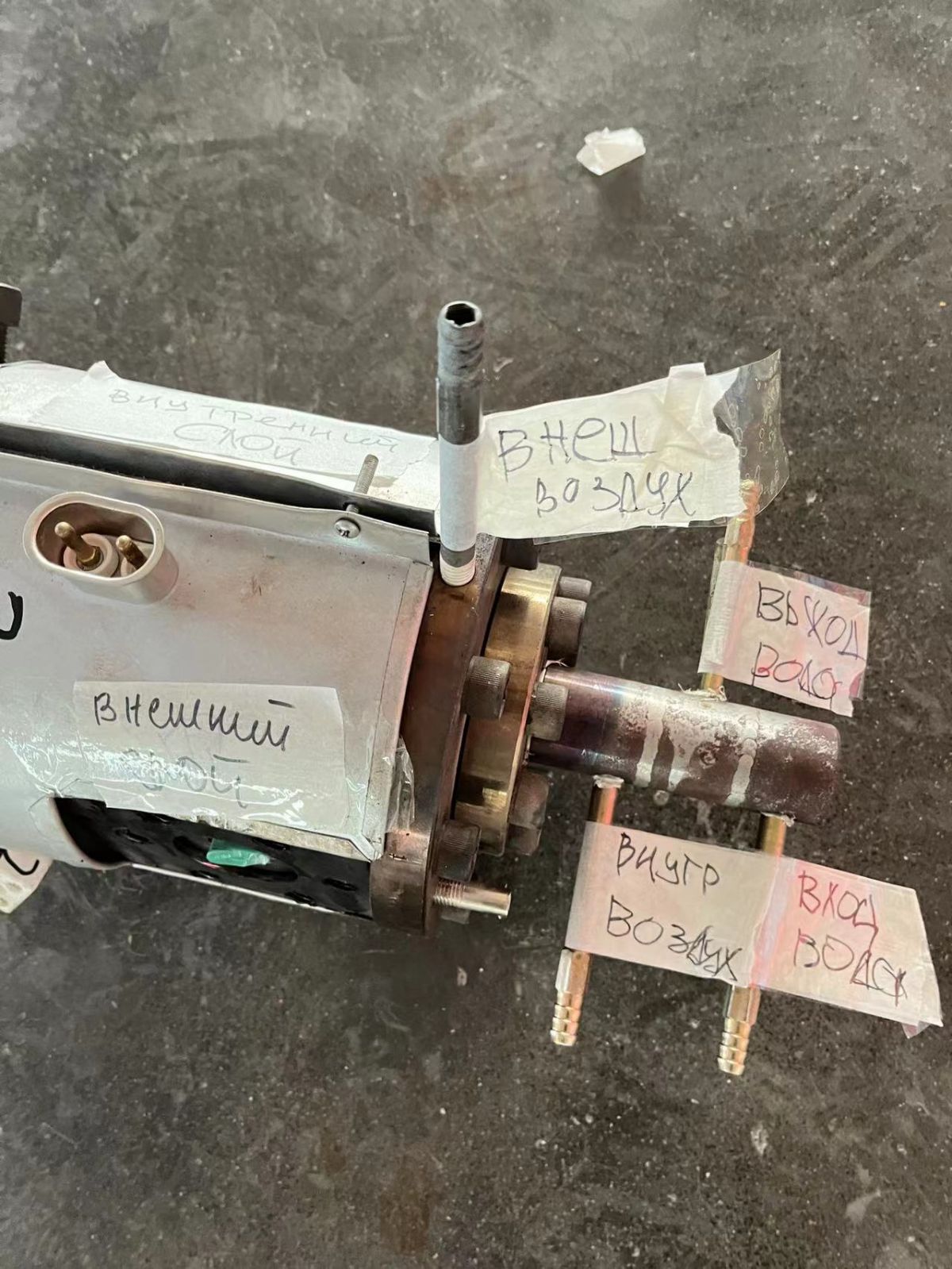
Od lewej do prawej na pręcie rdzenia formy przy wylocie formy znajdują się powietrze zewnętrzne, ściana zewnętrzna, powietrze wewnętrzne i ściana wewnętrzna.
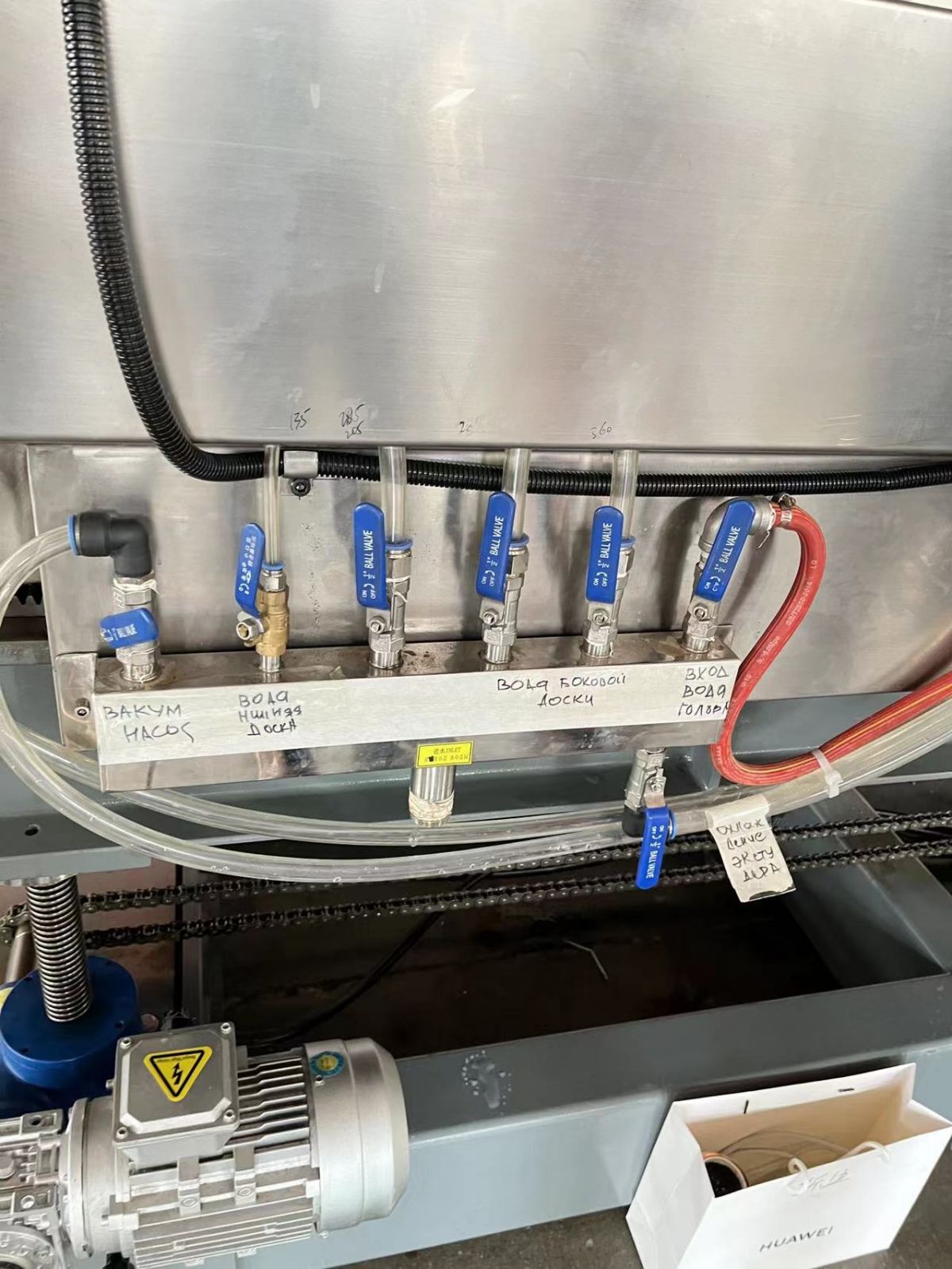
Otwórz różne kanały wodne maszyny formierskiej
Wskaźnik próżni na maszynie formierskiej wynosi około 0,08.Zaraz po prawej stronie znajduje się zawór nadmiarowy ciśnienia wakuometru.

Jeśli zielony pierścień uszczelniający płaszcza wodnego zostanie uszkodzony, będzie przeciekał.Sprawdzaj i wymieniaj go często.
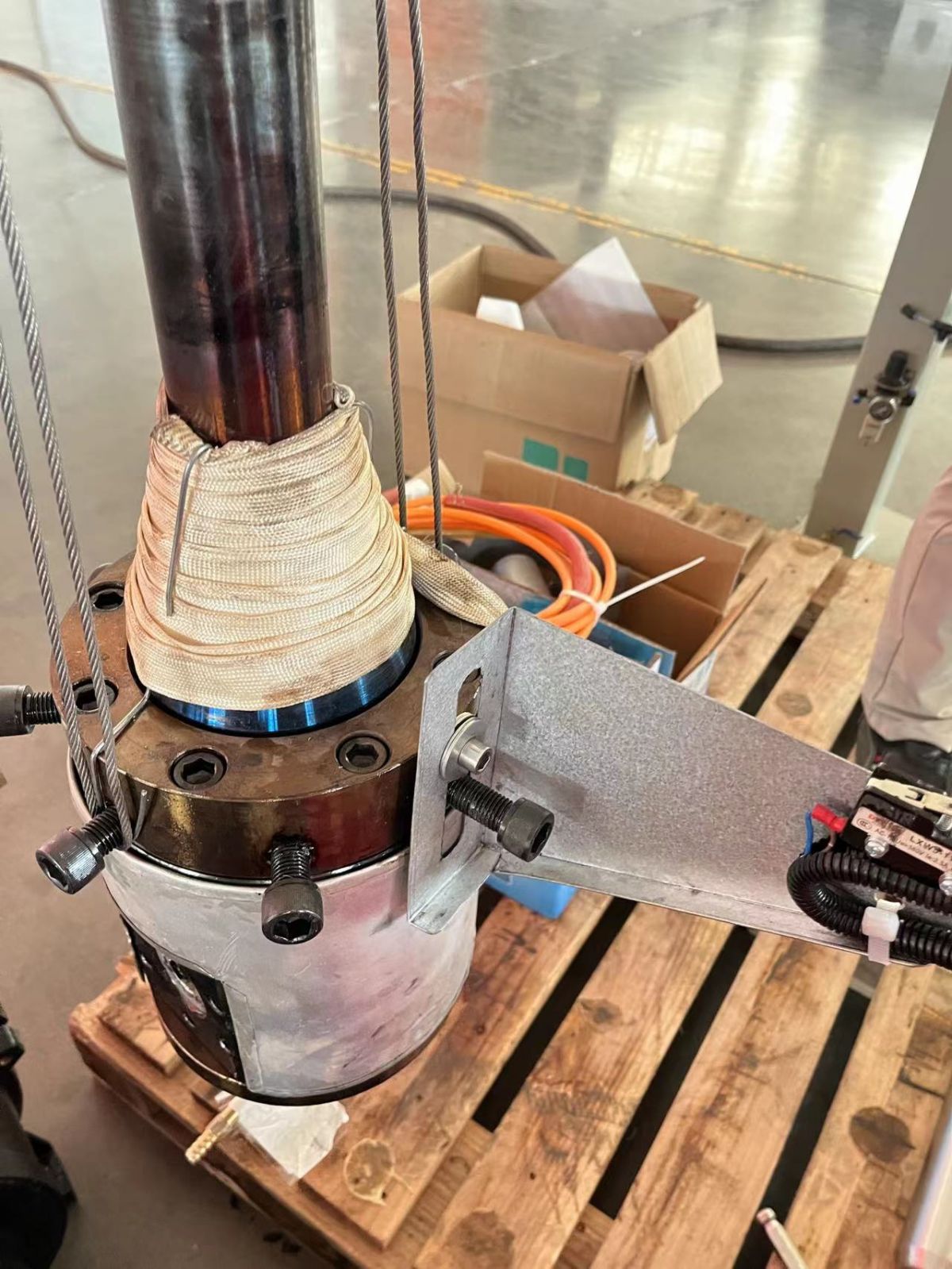
Po skręceniu płaszcza wodnego należy w porę otworzyć zawór płaszcza wodnego znajdujący się po prawej stronie wtryskarki, przy otwartym kierunku góra-dół, aby zapobiec spaleniu O-ringu płaszcza wodnego przez ciepło z głowicy maszyny .
Instalując płaszcz wodny, dokręć go i lekko obróć.Celem jest umożliwienie płaszczowi wodnemu naturalnego ułożenia się w górę, w dół, w lewo i w prawo.Gdy maszyna formierska zbliża się do płaszcza wodnego, przytrzymaj płaszcz wodny w górze.
Matryca na ściance zewnętrznej powinna być wyrównana z pozycją cylindra prasującego, w odległości 345MM (jak pokazano na rysunku)

Robiąc zbiornik na wodę, musisz mieć filtr i używać czystej wody.Woda z kamieniem zablokuje płaszcz wodny i pompę wodną.


Kroki wyłączania:
Najpierw zatrzymaj maszynę główną, główne maszyny ścian zewnętrznych i ścian wewnętrznych, poczekaj, aż materiał wyjdzie, następnie zatrzymaj maszynę formierską i natychmiast usuń płaszcz wodny.Płaszcz wodny jest zimny i można go bezpośrednio obrócić ręcznie, a następnie zamknąć główne pokrętło szafki elektrycznej (w poziomie).Zasilanie jest wyłączone w kierunkach lewym i prawym, a zasilanie jest włączone w kierunkach w górę i w dół).Przed następnym uruchomieniem maszyny należy najpierw podgrzać trzpień matrycy głowicy maszyny, w przeciwnym razie materiał wewnątrz ulegnie zestaleniu.Jeśli nie zostanie podgrzany, łatwo pęknie.
Pompę próżniową można zastosować w chillerze, ale pompa wodna nie jest potrzebna.Jest po prostu zarezerwowany.
Zaleca się, aby klienci wykonali ogólne uziemienie i zbudowali 6-metrowy przewód miedziany w celu połączenia wszystkich maszyn i jednoczesnego ich uziemienia.Maszyna do formowania i maszyna do nawijania są zasilane napięciem 380 V.Całkowita moc zainstalowana wynosi 65 kilowatów, a rzeczywista produkcja wynosi 25 kilowatów (25 kilowatogodzin).
Podczas zmiany formy naciśnij przycisk podnoszenia, płytę dociskową 70 kg

Czas publikacji: 16 października 2023 r